ТЕХНИКА
1. Плавильные и раздаточные печи


Чистые алюминиевые слитки расплавляются и сплавляются с другими элементами с помощью мастер- сплава, такого как железо, кремний, марганец и магний. Материал анализируется и корректируется для обеспечения достижения правильного состава, затем дегазируется, фильтруется и переносится в литейные блоки для формирования алюминиевых плит. Концы плит затем будут распилены и скальпированы с обеих сторон пилой для плит.
2. Тандемный Стан горячей прокатки 1+2 Клети


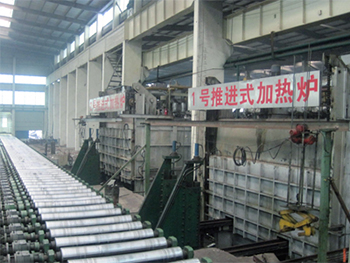
Скальпированный сляб затем помещают в печь предварительного нагрева для предварительного нагрева / гомогенизации и подготовки к процессу горячей прокатки. Нагретый сляб горячекатаный назад и вперед несколько раз через горячую резистивную мельницу для достижения определенной толщины перед прокаткой в тандемном стане клети 1+2.Готовая продукция- это горячекатаные рулоны и листовые материалы для дальнейшего технологического процесса.
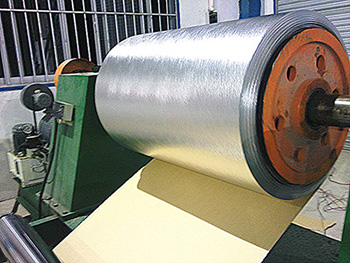
3. Машина Дэви Холодной Прокатки

Горячекатаные рулоны затем обрабатываются в машине холодной прокатки до требуемой толщины клиентов и далее обрабатываются в Печах отжига для достижения требуемого темпа / прочности. Машина стана холодной прокатки оснащена автоматическим контролем калибра (AGC) и автоматическим контролем плоскостности (AFC), способными производить самые близкие допуски, необходимые для удовлетворения строгих мировых стандартов.
4. На линии закалки


Горячекатаные рулоны затем обрабатываются в машине холодной прокатки до требуемой толщины клиентов и далее обрабатываются в Печах отжига для достижения требуемого темпа / прочности. Машина стана холодной прокатки оснащена автоматическим контролем калибра (AGC) и автоматическим контролем плоскостности (AFC), способными производить самые близкие допуски, необходимые для удовлетворения строгих мировых стандартов.
5. правильная машина


Холоднокатаный рулон обрабатывается в отделочном отделе для дальнейшего процесса в соответствии с требованиями клиентов, такими как:
- Выравнивание натяжения для улучшения плоскостности материала перед резкой по длине линии для конечных листовых изделий.
- Боковая обрезка для заготовок из фольги, щелевой катушки и круглых заготовок.
- Тиснение для тисненых рулонов или листов и формирование рулонов для кровельных изделий.
разводная машина
Алюминиевая фольга помещается в печь отжига с помощью термической обработки для достижения определенного темпа и механических свойств, требуемых заказчиками.
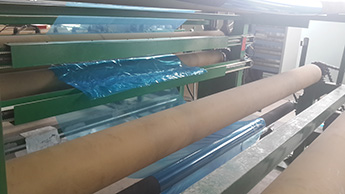
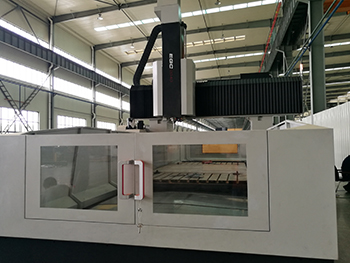
6. Полировка и процедура покрытой пленкой


Готовые алюминиевые пластины имеют только чистовую поверхность мельницы,поэтому полированная поверхность должна быть произведена в по требованию клиента.Эти пластины сначала будут надеты на трансмиссионный вал, а зате м он и буду т отправлен ы в полированну ю машин у, чтоб ы получит ь полировку.
И в конце концов Филимоновская машина соединилась с полированной машиной вместе поскольку покрытие пленкой будет сделано в то же время после полировки пластины.
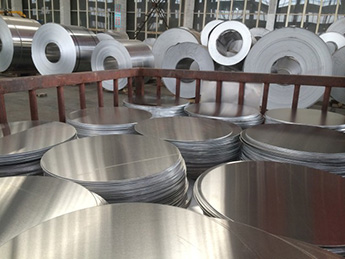
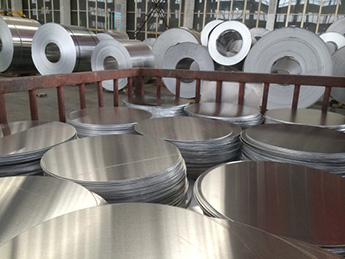
-- - >Пунш к алюминиевому диску

Горячекатаное качество или холоднокатаное качество алюминиевой полосы будет отправлено конвейером в пробивную машину, которая получает пробивную головку с различной пресс-формой для производства различных видов дисков диаметра в соответствии с требованиями заказчика.
Отрежьте по длине
- - - > алюминиевая полоса катушки рулон


Холоднокатаный рулон обрабатывается в отделочном отделе для дальнейшего процесса в соответствии с требованиями клиентов, такими как:
- Выравнивание натяжения для улучшения плоскостности материала перед резкой по длине линии для конечных листовых изделий.
- Боковая обрезка для заготовок из фольги, щелевой катушки и круглых заготовок.
- Тиснение для тисненых рулонов или листов и формирование рулонов для кровельных изделий.
Алюминиевый рулон с цветным покрытием


Краска наносится с помощью рулонов. Все лакокрасочные системы ориентированы на соответствие требованиям конкретного применения. Существует два основных вида покрытия: декоративное и функциональное.
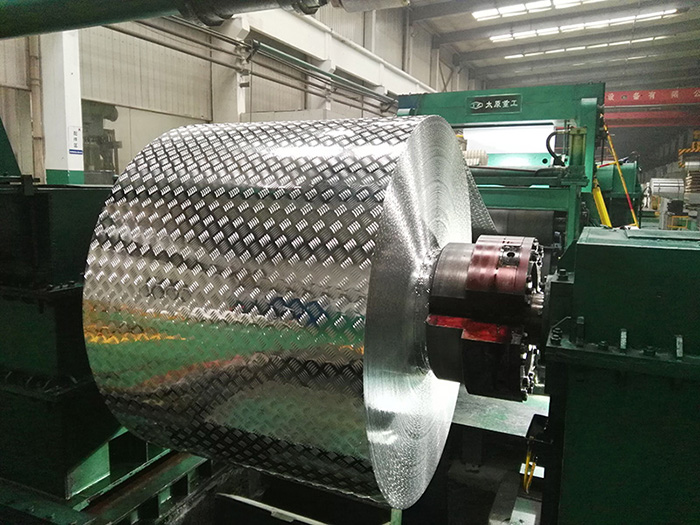
Процесс тисненоно алюминиевого рулона листа




Процесс рифлёного алюминиевого рулона листа

Зеркальный алюминиевый лист

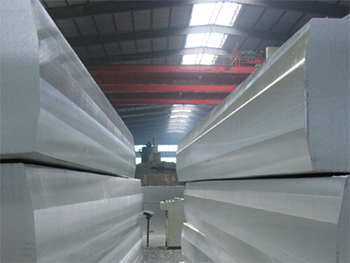
Алюминиевый блок



Чистые алюминиевые слитки расплавляются и сплавляются с другими элементами с помощью мастер- сплава, такого как железо, кремний, марганец и магний. Материал анализируется и корректируется для обеспечения достижения правильного состава, затем дегазируется, фильтруется и переносится в литейные блоки для формирования алюминиевых плит. Концы плит затем будут распилены и скальпированы с обеих сторон пилой для плит.
2. Тандемный Стан горячей прокатки 1+2 Клети
Скальпированный сляб затем помещают в печь предварительного нагрева для предварительного нагрева / гомогенизации и подготовки к процессу горячей прокатки. Нагретый сляб горячекатаный назад и вперед несколько раз через горячую резистивную мельницу для достижения определенной толщины перед прокаткой в тандемном стане клети 1+2.Готовая продукция- это горячекатаные рулоны и листовые материалы для дальнейшего технологического процесса.
3. Машина Дэви Холодной Прокатки
4. На линии закалки
Горячекатаные рулоны затем обрабатываются в машине холодной прокатки до требуемой толщины клиентов и далее обрабатываются в Печах отжига для достижения требуемого темпа / прочности. Машина стана холодной прокатки оснащена автоматическим контролем калибра (AGC) и автоматическим контролем плоскостности (AFC), способными производить самые близкие допуски, необходимые для удовлетворения строгих мировых стандартов.
5. правильная машина
Холоднокатаный рулон обрабатывается в отделочном отделе для дальнейшего процесса в соответствии с требованиями клиентов, такими как:
- Выравнивание натяжения для улучшения плоскостности материала перед резкой по длине линии для конечных листовых изделий.
- Боковая обрезка для заготовок из фольги, щелевой катушки и круглых заготовок.
- Тиснение для тисненых рулонов или листов и формирование рулонов для кровельных изделий.
разводная машина
Алюминиевая фольга помещается в печь отжига с помощью термической обработки для достижения определенного темпа и механических свойств, требуемых заказчиками.
6. Полировка и процедура покрытой пленкой
Готовые алюминиевые пластины имеют только чистовую поверхность мельницы,поэтому полированная поверхность должна быть произведена в по требованию клиента.Эти пластины сначала будут надеты на трансмиссионный вал, а зате м он и буду т отправлен ы в полированну ю машин у, чтоб ы получит ь полировку.
И в конце концов Филимоновская машина соединилась с полированной машиной вместе поскольку покрытие пленкой будет сделано в то же время после полировки пластины.
-- - >Пунш к алюминиевому диску
Горячекатаное качество или холоднокатаное качество алюминиевой полосы будет отправлено конвейером в пробивную машину, которая получает пробивную головку с различной пресс-формой для производства различных видов дисков диаметра в соответствии с требованиями заказчика.
Отрежьте по длине
- - - > алюминиевая полоса катушки рулон
Холоднокатаный рулон обрабатывается в отделочном отделе для дальнейшего процесса в соответствии с требованиями клиентов, такими как:
- Выравнивание натяжения для улучшения плоскостности материала перед резкой по длине линии для конечных листовых изделий.
- Боковая обрезка для заготовок из фольги, щелевой катушки и круглых заготовок.
- Тиснение для тисненых рулонов или листов и формирование рулонов для кровельных изделий.
Алюминиевый рулон с цветным покрытием
Краска наносится с помощью рулонов. Все лакокрасочные системы ориентированы на соответствие требованиям конкретного применения. Существует два основных вида покрытия: декоративное и функциональное.
Процесс тисненоно алюминиевого рулона листа
Процесс рифлёного алюминиевого рулона листа
Зеркальный алюминиевый лист
Алюминиевый блок
КОНТАКТ
Телефон : 8617344894490
Почта : business@signialuminium.com
Адрес : зал 126, здание А, Shenglong Youyicheng, № 89 Science Avenue, зона высоких технологий, Чжэнчжоу, Хэнань, Китай