НОВОСТИ
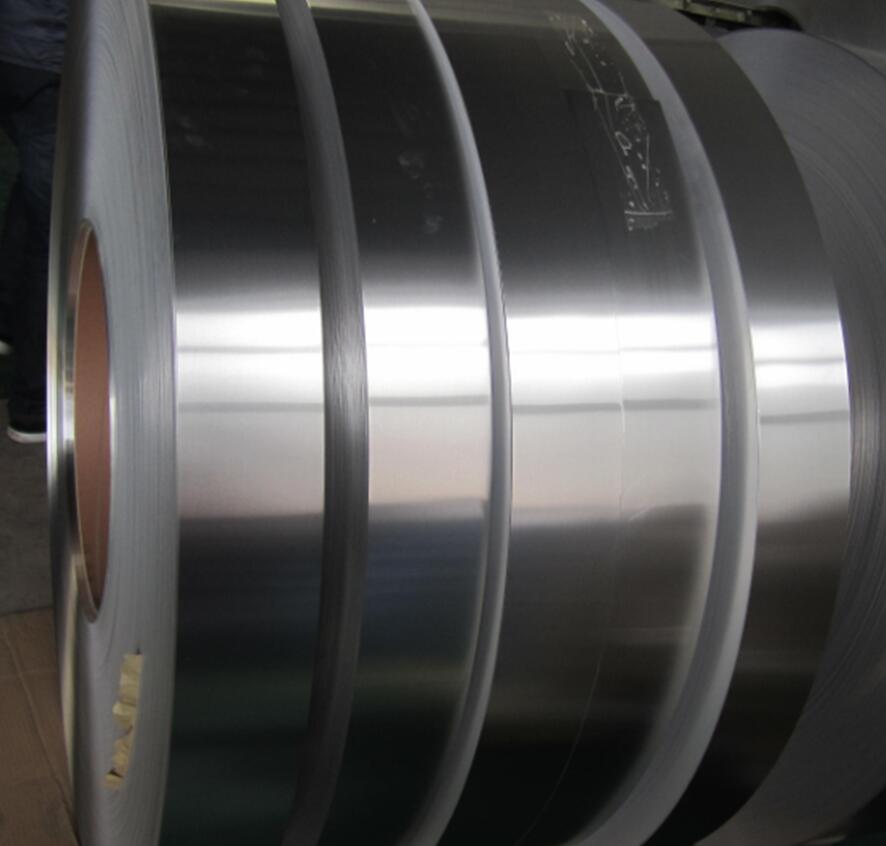
Алюминиевый плавник и лист
Автор: admin Время:2020-07-16 14:31
Алюминиевый плавник и лист
Фоновая технология алюминиевой облицовки ребра и листа
Алюминиевая облицовка ребра и листа является продуктом современных технологий развития автомобильной промышленности, а также продуктом с высоким техническим содержанием, представленным на зарубежном рынке обработки алюминия в последние годы. Это имеет большое значение для освещения современных транспортных средств, энергосбережения и защиты окружающей среды, а также снижения затрат.
В 1980-х годах благодаря развитию технологии вакуумной пайки в 50% автомобилей, произведенных в США, были установлены алюминиевые теплообменники с ребристой обшивкой и листовые теплообменники. К 1990-м годам коэффициент использования алюминиевых облицовочных ребер и листов для автомобильных теплообменников в промышленно развитых странах достиг более 90%. Это связано не только с тем, что алюминий дешевле меди, но и с тем, что вес автомобильных радиаторов, изготовленных из алюминиевого ребра и листа, примерно на 37-45% легче, чем у медной фольги, что значительно способствует легкому весу автомобилей. Использование алюминиевых ребер и листов в автомобильных теплообменниках в моей стране началось в 1990-х годах. Композитная алюминиевая пластина с фольгой для автомобильных теплообменников выполнена из сплава AL-Mn (3003 + 10% Zn) в качестве материала сердечника, а двустороннее покрытие из сплава AL-Si (сплав 4343 или 4045) имеет толщину 10%. , материал.
Алюминиевый плавник и лист
Процесс прокатки алюминиевого плакирующего ребра и листа для автомобильного теплообменника, включающий следующие этапы:
(1) Подготовьте материал сердечника и материал кожи отдельно;
(2) непрерывное литье и прокатка материала сердцевины и материала оболочки соответственно;
(3) прокатка материала кожи;
(4) выполнить гомогенизирующую обработку материала сердцевины и кожи отдельно;
(5) Установите материал сердечника на разматыватель материала сердечника, сначала выпрямите материал сердечника, а затем выполните очистку поверхности с обеих сторон материала сердечника; в то же время установите материал оболочки на разматыватель верхнего материала оболочки и соответственно материал нижнего слоя. На разматывателе очищается поверхность составной поверхности материала оболочки;
(6) Разматыватель материала сердечника индуктивно нагревает материал сердечника до 80-100 ° C, а затем отправляет его на композитный прокатный стан; в то же время разматыватель материала верхнего кожуха и разматыватель материала нижнего кожуха соответственно соответствуют материалу верхнего кожуха и материалу нижнего кожуха через корректирующее устройство. Он также подается в состав прокатного стана; так, чтобы операция составной прокатки могла быть выполнена;
(7) отжиг проката, затем холодная прокатка и промежуточный отжиг;
(8). Используйте чистовую мельницу для чистовой прокатки;
(9) Разрежьте готовые изделия.
ПРЕДЫДУЩИЙ:4047 алюминиевая фольга для пайки СЛЕДУЮЩИЙ:ОБОЛОЧКА АЛЮМИНИЕВАЯ FIN FIN ПОЛОСА
ПРОДУКТ
КОНТАКТ
Телефон : 8617344894490
Почта : business@signialuminium.com
Адрес : зал 126, здание А, Shenglong Youyicheng, № 89 Science Avenue, зона высоких технологий, Чжэнчжоу, Хэнань, Китай